變頻器11千瓦
傳動齒輪
是否跨境貨源否
是否定制是
產品規格精裝
產品數量9999.00臺
產品特性液壓
作用對象材質金屬
種類彎管機
別名握彎機
表面工藝抗氧化
基材材質A234 WPB或20#鋼
基材類型鋼管或鋼板
加工定制是
數量不限
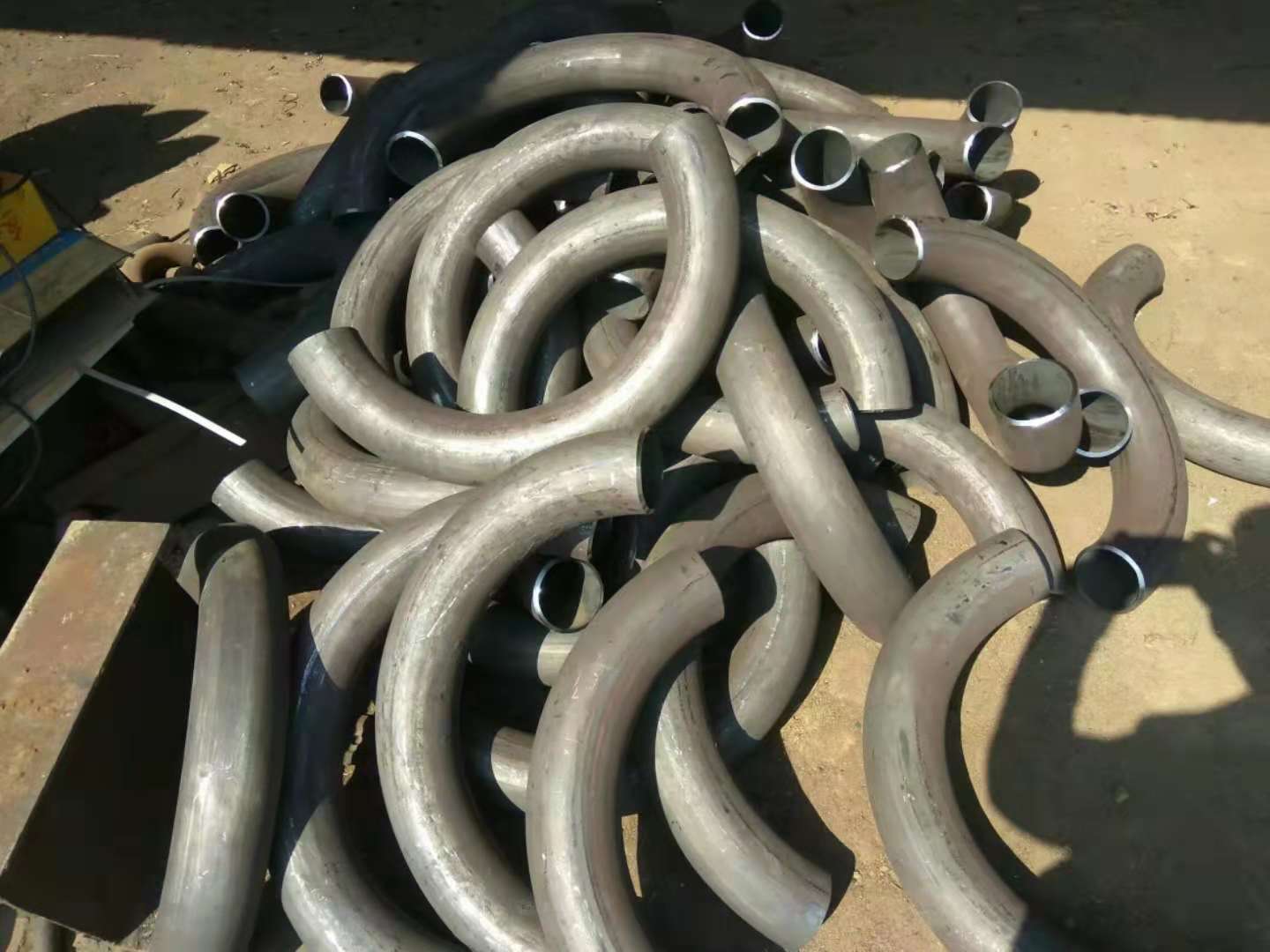
彎管生產廠家為化工、電力、冶金、石油生產制造彎管、中頻彎管、u型彎管、o型鋼彎管

在彎管加工辦法、需求處理的工藝難點、產物的缺陷方式和避免辦法、彎曲時用的模具及設備等方面,兩者之間存在很大差異。彎管時材料外側受拉,杭州彎管講到內側受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。碳鋼彎管彎胎的精度也是影響彎管質量的因素之一。彎管講到我們在彎胎制造時,除規格尺寸要求控制在一定公差范圍時,同時也要求用戶在使用時根據彎制管徑選擇相應的彎胎。管材本身的可彎曲機能與表面侵蝕情況,3D碳鋼彎管精工制造,亦可能影響到彎管質量。現場施工時,操縱者亦需了解被加工管道的材料,加工機能和對表面侵蝕情況作生產判定。
在純彎曲的狀況下,20#碳鋼彎管供應商,外徑為D,國標碳鋼彎管薄利多銷,壁厚為S的管子受外力矩M的效果而彎曲時,彎管加工之后變形區的外側資料遭到切向拉伸應力的效果而伸長,然后使外側管壁減薄:內側資料則遭到切向壓應力的效果而縮短,然后使內側管壁增厚。因為位于彎曲變形區外側和內側的資料所受的切向應力大,故其管壁的厚度轉變也大。因而,外側管壁會過量減薄。當變形水平過大時,外側管壁會發生裂紋,內側管壁會呈現掉穩而起皺。還因為彎曲內、外側管壁上切向應力在法向的合力的效果,使彎曲變形區的圓管橫截面在法向受壓而發生畸變,即法向直徑減小,橫向直徑。變形水平越大,則畸變景象越嚴峻。別的,因為從拉應力過渡到壓應力的彈性階段的存在,卸載時外層纖維因彈性恢復而縮短,內層纖維因彈性恢復而伸長,后果使工件彎曲的曲率和角度發作明顯轉變,與模具的外形和設計要求的外形紛歧致,形成彎曲回彈景象,降低了彎曲件的工藝精度。
中頻彎管目前廣泛應用于電力、石油、化工、航海、核工業等工程領域的管道預制中,但中頻彎管在起弧處波浪褶皺明顯偏大,特別是彎曲半徑小于3Do(Do為管外徑)時,內弧波浪褶皺更大,嚴重影響產品的外觀質量,這是幾十年來國產彎管機無法解決也急需解決的問題。 中頻彎管的過程是在鋼管待彎部分套上感應圈,用機械轉臂卡住管頭,在感應圈中通入中頻電流加熱鋼管,當鋼管溫度升高到塑性狀態時,在鋼管后端用機械推力推進,進行彎制,彎制出的鋼管部分迅速用冷卻劑冷卻, 這樣邊加熱、邊推進、邊彎制、邊冷卻, 不斷將彎管彎制出來。
所有彎管的性能發揮從彎管及其母管的力學性能、制造工藝、其焊接工藝、煨制工藝、組織形貌,焊材選擇等有很大的影響 彎管制作,丹東碳鋼彎管,儲存安裝注意事項:1、精度,制造時,規格尺寸要求控制在一定公差范圍;2、選材的性能管材本身的可彎曲性能與表面腐蝕情況。被加工管道的材料,加工性能和表面腐蝕情況都會對成品具有很大的影響;3、常對外露的加工表面清潔,存放在室內透風干燥的地方。常保持彎頭的干燥和透風,嚴禁堆置或露天存放,按照規定存放方法存放;4、安裝時,可將彎頭彎管按連接方式直接裝置在管路上,按照使用的位置進行安裝。一般情況下,安裝在管路任意位置上,盡量保持水平安裝。
大口徑直縫彎管一般采用中頻煨制,特點如下:
頻彎管特點:
1.中頻大口徑彎管采用垂直外特性的電源,直流時采用正極性(焊絲接負極)
2.中頻大口徑彎管一般適合于6mm以下薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點
3.保護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。
4.焊接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以~3mm為佳,過長則保護效果不好。
5.大口徑中頻彎管為防止焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
6.鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。
7.大口徑中頻彎管對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
8.防風與換氣。有風的地方,務請采取擋網的措施,而在室內則應采取適當的換氣措施。
9.中頻彎管為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。

無縫彎管是采用中頻電感應加熱,常州彎管,將工件在局部加熱的條件下進行彎曲。
http://www.eteeg.cn























