重量3KG
焊接范圍6MM-80MM
控制方式自動、半自動
產品用途焊接
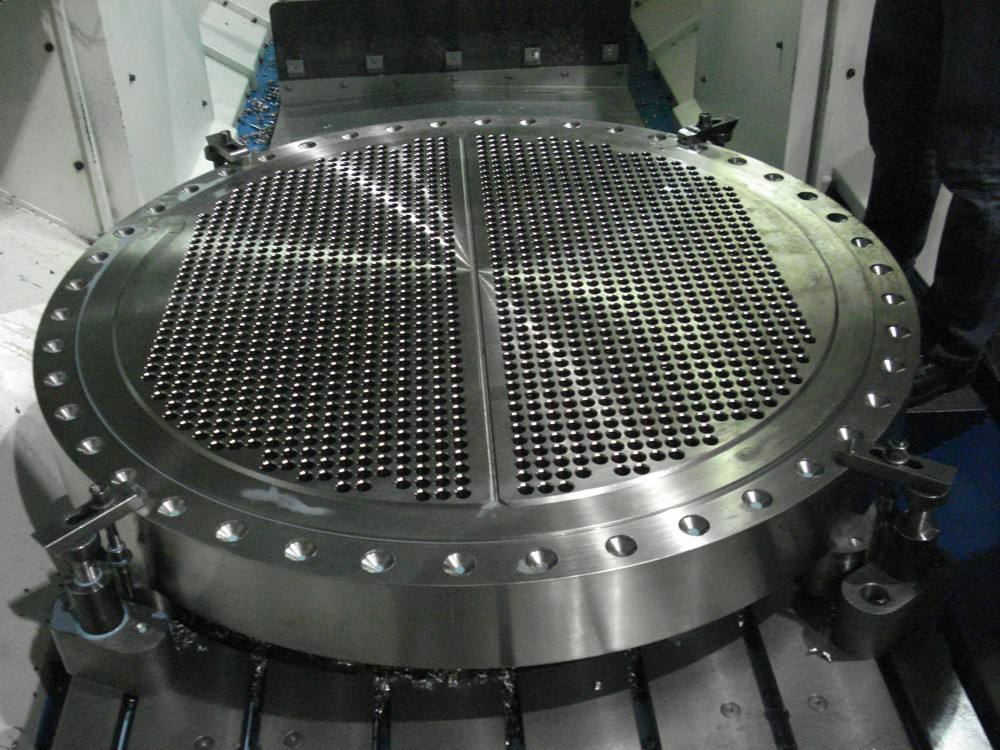
產品別名管板自動焊接機
適用行業各行各業
規格尺寸90*45*60
類型便攜式
持續負載率100%
電流直流
電壓220V
動力形式自動
驅動形式電動
用途焊接
作用對象不銹鋼,碳鋼,鈦合金
作用原理脈沖
焊接方式環形焊接
保護氣體氬氣
功率3.5KW
管板加工方法有哪些呢?
1、傳統的管板加工方法:盡管各個廠家的加工工藝略有差別,但總的來說,不外乎,先劃線(因劃出的線成網格狀,稱網格線),打樣沖點,用小鉆頭鉆小孔,再正式鉆孔,若孔壁光潔度要求高的,還要鉸孔,后倒角。分析一下這套工序,先說劃線,若是標準管板(蜂窩狀)還好說,若是圖形復雜的,劃線就很費事。再說鉆孔,操作工人用搖臂鉆鉆孔,調整搖臂定位,再落下鉆頭,再抬起鉆頭重新調整搖臂定位,鉆一個孔要做好幾個動作,而操作工人的勞動強度較大,效率不高。總而言之,傳統的管板加工方法,精度低、費時、費力,使得管板加工成為整個生產過程中的一個瓶頸,一談起管板加工,人們就直皺眉頭。
2、的管板加工方法:其實,制約管板加工的一個主要問題是設備問題。在傳統的管板加工中,搖臂鉆是其主要設備。由于其手動操作特性,操作方法比較固定,很難有潛力挖掘。盡管可以用鉆模等辦法來提率,但解決不了根本問題。只有從設備上想辦法,才能從根本上解決問題。國外管孔加工已普遍使用多軸數控鉆床,不再使用搖臂鉆,數控平面鉆床能夠代替人工劃線、鉆孔,可以大大提高加工精度和效率。我國近幾年也開始實現這類鉆床的國產化,但大多數廠家的產品,床身較小(2m~3m),主軸(1個或兩個)不多。不能加工大型管板。不能完全替代進口產品。因此對于要求加工精度高的大型管板(超過7m),只能到國外去加工。而進口數控機床,價格昂貴,安裝周期長,不易維修,并不一定適合中國的國情。人們迫切需要國內機床廠家生產出超大型數控鉆床,以滿足管板加工廠家的需要。

一些管板還長期處于腐蝕介質的沖蝕中。尤其是固定管板換熱器, 還有溫差應力, 管板與換熱管聯接處極易泄漏,導致換熱器失效。

管板用于三、四類壓力容器的管板需要比較高的精度,傳統的孔加工方法是鉗工劃線,搖臂鉆打孔。
管板加工中檢查和控制孔直徑及允許偏差的辦法:
1、管板孔直徑及允許偏差應按GB15l的規定執行。
2、鉆孔后應抽查不小于60°管板中心角區域內的管孔,在這一區域內允許有4%的管孔上偏差比GBl5l表16~表2l中的數值大0.15mm。
管板加工中表面粗糙度的要求:
1、當換熱管與管板焊接連接時,管孔表面粗糙度Ra值不大于25μm。
2、當換熱管與管板脹接連接時,管孔表面粗糙度Ra值不大于12.5μm。
管板焊接加工中腐蝕問題:解決管板與列管焊縫腐蝕的有效辦法是使管板表面與水隔離,也即在金屬表面涂刷一層保護層。應用舉例:對新制作的換熱器,直接在廠房里對管板表面噴沙處理,達到一級標準,環境溫度選擇15~35℃,相對濕度不大于85%,用鬃刷將配好的TS406直接涂在管板表面,待道干后再刷第二道,以表面光潔平整無氣孔為合格。
管板焊接加工變形的形式:拱形變形;波浪變形。
管板焊接加工變形的原因:
1、組裝與施焊的順序不當;
2、焊接方向不正確;
3、焊接參數不合理,引起局部過熱;
http://www.eteeg.cn























